











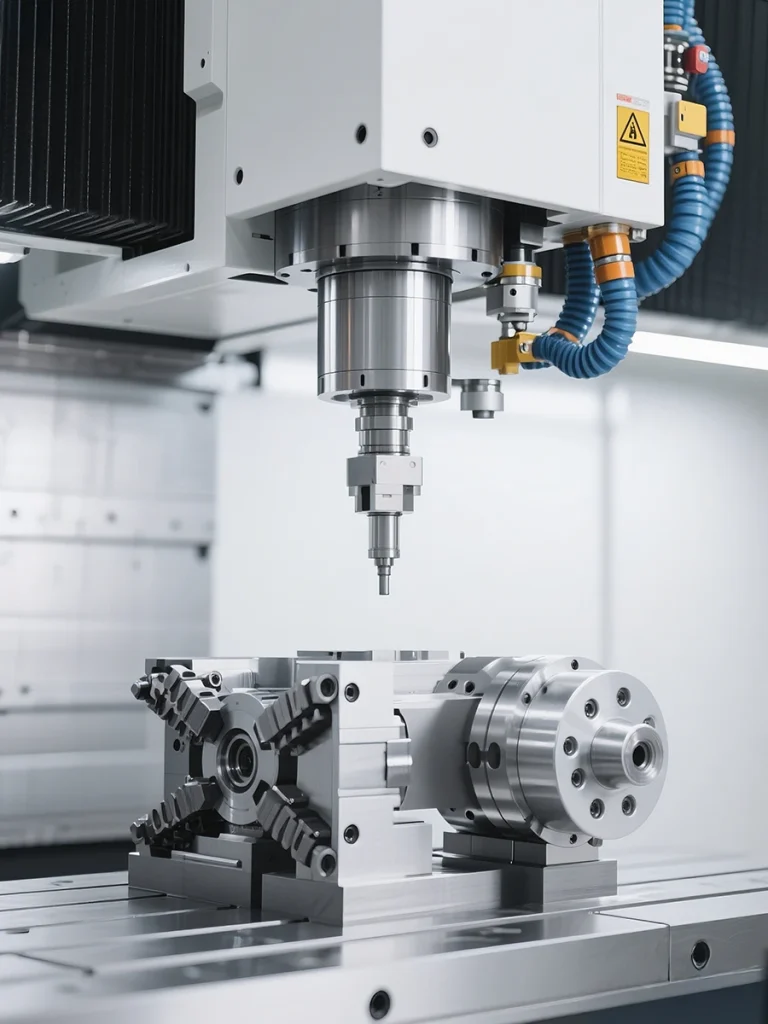
Why Choose 4-Axis & 5-Axis CNC Machining Services?
There's a growing need to make super-detailed and complicated parts (like curves on multiple angles or deep hollow spaces). Traditional 3-axis CNC machining technology can't handle these well, but multi-axis machines with spinning worktables can easily solve these problems!
5-Axis CNC Machining Advantages
- 1. Complex Shapes in One Setup
- Cut multi-angle features like turbine blades (defects ↓26%)
- 2. Medical-Grade Finishes
- Achieve Ra<0.4µm surfaces (bone implants ready)
- 3. Smart Cost Control
- Use 1 fixture instead of 12 (aircraft parts)
- Deliver complex molds in 4 days vs 7 days
4-Axis CNC Machining Benefits
- 1. Enhanced Rotation Efficiency
- Machine gears/shafts in one clamp
- CNC factories lack rapid prototype tooling expertise
- Separate vendors create tolerance mismatches (e.g., 3D printed jigs vs. molded parts)

Industry Applications Of 4-Axis & 5-Axis CNC Machining Services
According to statistics, enterprises adopting multi-axis precision machining solutions have reduced repetitive fixture setups by 70% on average and shortened production cycles for complex components by over 35%. Among the global TOP 10 medical device suppliers, 9 have integrated 5-axis machining into their core processes. In the aerospace sector, multi-axis systems help manufacturers avoid more than 26,000 part scrappages annually due to precision-related defects. Similar 4-axis and 5-axis machining technologies are widely applied across industries, such as:

Automotive Manufacturing
Applications:
High-pressure fuel injector nozzles, aluminum EV battery trays with integrated cooling channels, and turbocharger turbine housings.
Examples of technical challenges:
- ±0.005mm fuel injector channel tolerances
- 40% faster EV battery tray milling via 4-axis vibration-dampened toolpaths
Aerospace Engineering
Applications:
Titanium engine mounts, composite material radar domes, and turbine blade tip seal grooves.
Examples of technical challenges:
- 0.2µm Ra radar dome surfaces
- Hardened Inconel blade slots needing 4-axis 17° tilt-angle machining

Medical Devices
Applications:
Porous titanium spinal cages, cobalt-chromium knee joint femoral components, and endoscopic tool shafts.
Examples of technical challenges:
- 0.03mm porous spinal implants with 5-axis micro-milling
- Biocompatible mirror finishes (<0.1µm Ra) using 4-axis C-axis grinding

Industrial Projects
Applications:
Multi-cavity injection molds, die-casting inserts for automotive lighting, and stamping die assemblies.
Examples of technical challenges:
- 15° tool angles eliminate EDM, cutting mold lead time by 40%
- 0.005mm lens curvature consistency across 500+ cycles with 4-axis polishing
4 Axis And 5 Axis CNC Machined Part Gallery
Both four-axis CNC machining and five-axis CNC machining are types of multi-axis CNC machining. Typically, both processes can complete the machining of most shapes.





How To Start A Project With 4-Axis And 5-Axis Services
1. Send CAD files (STEP/IGES preferred)
2. Get DFM analysis within 24hr
3. Parts Machining By 4 axis & 5 axis machines

4. Receive first-article inspection reports pre-shipment
Machining Tolerance Standard

This table outlines Sanpin's recommended tolerance standards. If you do not have specific tolerance requirements for your product, we will proceed with machining based on the standard class. Additionally, our colleagues will contact you promptly to analyze and recommend tolerances for your product based on our experience.
| Tolerance Type | Tolerance Range | Application | Description |
|---|---|---|---|
| Dimensional Tolerance | ±0.005 mm (±0.0002") to ±0.1 mm (±0.0039") | General parts with standard precision | Standard dimensional tolerances, suitable for most general machining tasks. |
| Geometric Tolerance | ±0.01 mm (±0.0004") to ±0.05 mm (±0.002") | Complex parts needing precise geometry | Controls the form, orientation, location, and runout of features. |
| Straightness | 0.005 mm (0.0002") to 0.02 mm (0.0008") | Components requiring straight edges | Ensures that a surface or axis is perfectly straight. |
| Flatness | 0.005 mm (0.0002") to 0.03 mm (0.0012") | Parts needing a flat surface | Ensures the part's surface does not deviate from the ideal flat plane. |
| Cylindricity | 0.01 mm (0.0004") to 0.05 mm (0.002") | Cylindrical parts with strict tolerances | Controls the roundness and straightness of cylindrical surfaces. |
| Concentricity | 0.01 mm (0.0004") to 0.03 mm (0.0012") | Parts where concentricity is crucial | Ensures that features (e.g., holes, shafts) are aligned within a common centerline. |
| Perpendicularity | 0.01 mm (0.0004") to 0.05 mm (0.002") | Parts needing precise perpendicular surfaces | Ensures that features are exactly perpendicular to each other. |