-
Expertise
-
Resources
Content & Assets
- About Us
- Get Custom Quote
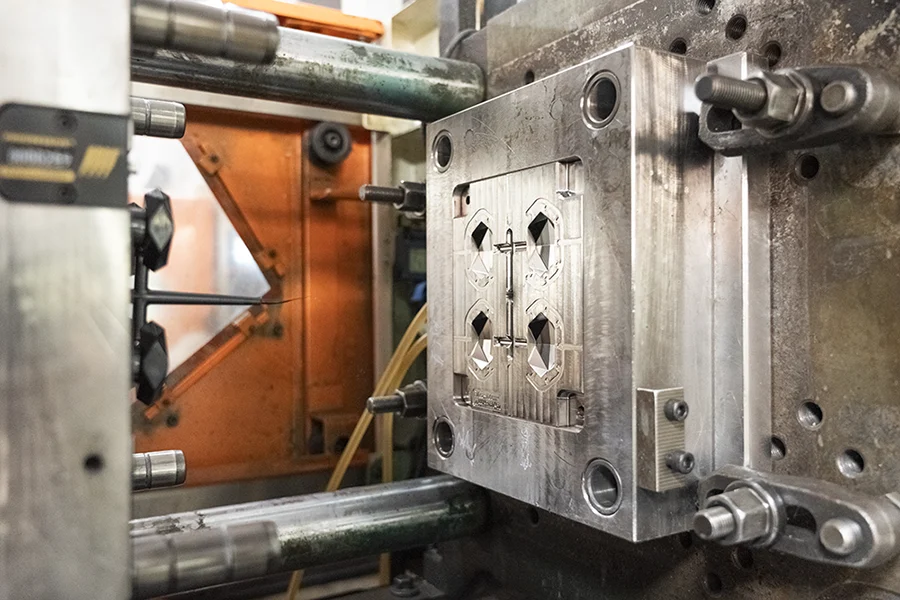
Powerful Overmolding Factory
Sanpin leads the injection molding industry with comprehensive capabilities. Overmolding stands as one of our proven specialties. We solve tough overmolding problems like:
Sanpin’s expertise in overmolding helped us overcome key manufacturing challenges across multiple product lines. It reduces surgical grip delamination by 30% while surpassing FDA torque standards by 20% due to their TPU-PEEK overmolding technology significantly improved product durability. By implementing real-time pressure control, Sanpin ensured 98.6% dimensional accuracy in 500k overmolded acoustic seals. This delivers unmatched precision. Meanwhile, their 1:1 pilot production for smartwatch components resulted in 99.3% tactile consistency. As a result, our products enhance the user experience. These advancements directly drove 19% growth for medical OEMs and cut electronics returns by 63%.


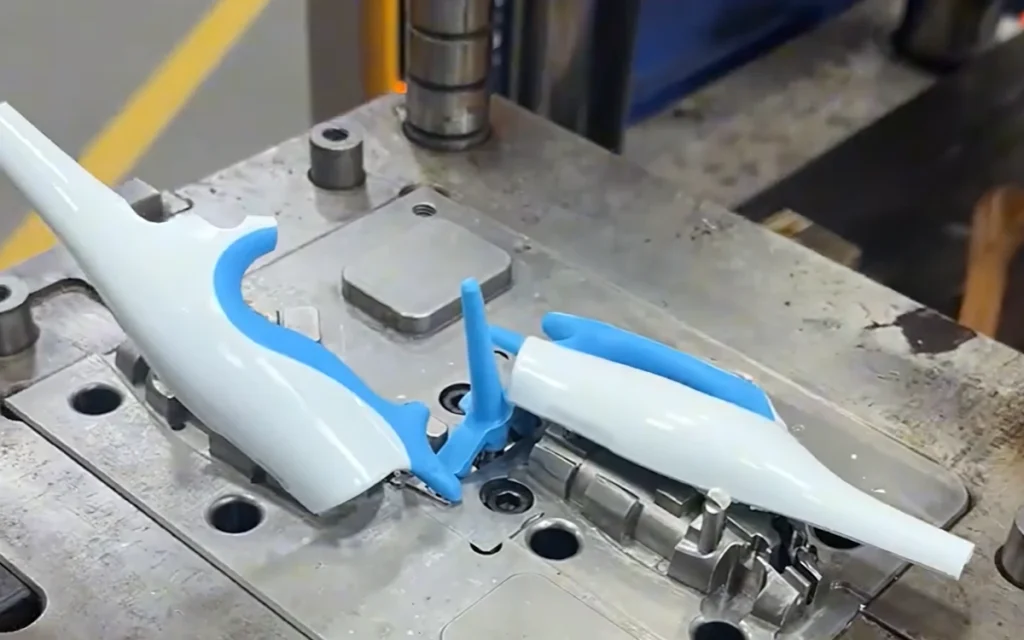
Gallery
Injection Molding Factories use overmolding in a wide range of industries.



| Industry | Representative Products | Key Advantages |
|---|---|---|
| Medical Devices | Surgical instrument grips, Prosthetic components, Catheter connectors, Syringe plungers | Biocompatibility (ISO 10993), Chemical resistance, Enhanced sterilization compliance (FDA/CE) |
| Automotive | Steering wheel grips, Airbag modules, Lightweight seat shells, Battery pack housings | 40-50% weight reduction, Vibration damping (SAE J1475), Flame retardancy (UL94 V-0) |
| Consumer Electronics | Phone cases, Earbud charging cases, Game controller grips, Smartwatch bands | Anti-slip & shock absorption, IP68 waterproofing, Seamless multi-color aesthetics |
| Industrial & Tools | Power tool handles, Wrench anti-slip sleeves, Precision instrument housings | 300% impact resistance improvement, MIL-STD-810G compliance, Ergonomic fatigue reduction |
Frequent drops cause TWS earbud cases to crack. This leads to a 23% user complaint rate.
Hard PC inner shell and TPU shock-absorbing overmold
Skin-like matte texture, fingerprint-resistant finish
A Top 3 global smartphone brand reduced after-sales repair costs by 41%


Overmolding technology is a paradigm of multi-material integrated manufacturing in industrial production, with diverse material pairing options. Sanpin summarizes the material combination strategies for Overmolding as follows:
i.e.: Combining polypropylene (PP) with SEBS elastomers leverages molecular chain entanglement to eliminate adhesives, while achieving gamma sterilization resistance (25kGy dose) for medical-grade handles
i.e.: Nylon (PA66)-TPV elastomer composites exhibit exceptional resistance to oil/acid corrosion and ultra-low friction (μ=1.2). It’s ideal for high-voltage battery housings in electric vehicles.
i.e.: Bio-based TPE fused with PLA substrates delivers fully biodegradable solutions. By cutting carbon emissions by 50% means it meets EN 13432 industrial compostability requirements—revolutionizing eco-packaging systems.

| Substrate | Overmold | Typical Applications | Certification Standards |
|---|---|---|---|
| PP | TPE/SEBS | Medical handles, tool grips | ISO 10993, FDA 21 CFR |
| ABS | TPU | Phone cases, smartwatch bands | IEC 60529, RoHS |
| PC | Liquid Silicone Rubber (LSR) | Automotive transparent buttons, baby pacifiers | IATF 16949, LFGB |
| Nylon (PA6/PA66) | TPV | Automotive battery housings, industrial gears | UL94 V-0, MIL-STD-810G |
| PBT | Glass-fiber reinforced TPE | Power tool handles, connectors | EN 61340, IEC 60695 |
| PEEK | Fluorocarbon Rubber (FKM) | Aerospace sensors, medical implants | ISO 13485, AS9100 |
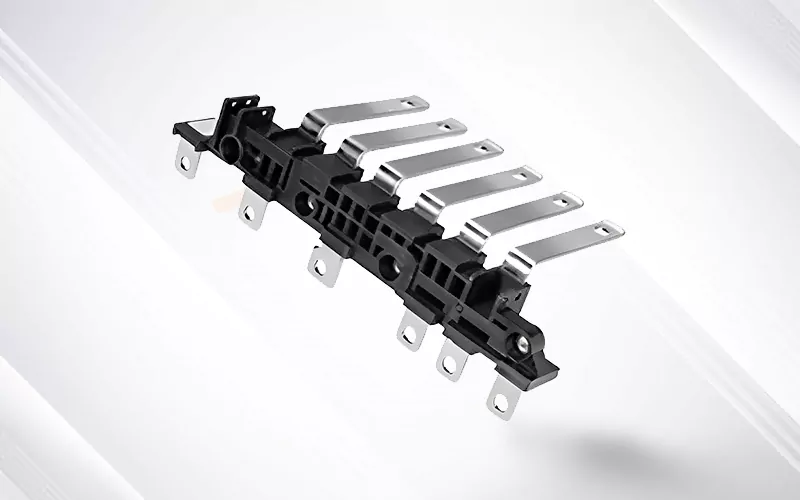
| Metal Inserts | TPE/TPU | Power tool handles, medical devices | ISO 2768, ASTM D638 |
| POM | Thermoplastic Elastomer (TPE) | Gear damping sleeves, precision instrument housings | DIN 54800 |
| PPS | Silicone Rubber (VMQ) | High-temperature sensors, engine components | SAE J2460, AMS 3217 |
| PLA | Bio-based TPE | Eco-friendly packaging, biodegradable products | EN 13432, ASTM D6400 |